














Содержание
Правила сборки деталей КШМ
При сборке узлов и деталей групп кривошипно-шатунного механизма следует придерживаться определенных правил и требований, иначе можно повредить двигатель при запуске и работе.
 Условия и требования монтажа деталей обусловлены особенностями их конструкции, которые были описаны в соответствующих разделах сайта.
Условия и требования монтажа деталей обусловлены особенностями их конструкции, которые были описаны в соответствующих разделах сайта.
Так, например, поршень современного поршневого двигателя внутреннего сгорания имеет ряд конструктивных элементов, которые не всегда можно обнаружить простым осмотром. В частности, отверстие под палец смещено относительно центральной оси симметрии поршня, а на его юбке имеются разрезы и проточки, которые, при неправильной установке поршня, могут вызвать его разрушение и поломку.
Кроме того, детали многоцилиндровых двигателей подбираются методом селекции по размерам и массе, чтобы уменьшить дополнительные инерционные нагрузки.
По этим причинам монтаж узлов и деталей КШМ требует внимательности и знаний правил их сборки.
Особенности сборки поршней и гильз цилиндров
Поршни и гильзы цилиндров устанавливают комплектно в соответствии с размерами деталей. Массы различных поршней не должны отличаться друг от друга более чем на 2…8 гр. Поршни устанавливают меткой (обычно в виде стрелки) на днище поршня вперед по ходу движения. На некоторых поршнях вместо метки применяют надпись «Перед».
Точная установка поршня при сборке вызвана ослаблением юбки прорезью с одной стороны и смещением поршневого пальца от оси цилиндра в сторону. При установке поршней, имеющих выточки под клапаны, необходимо следить за правильным расположением выточек, иначе можно погнуть стержни клапанов при запуске двигателя.
При установке гильз резиновые уплотнительные кольца обязательно следует менять на новые.
Поршень, палец и шатун комплектуются из деталей только одной размерной группы. Во избежание задиров на сопряженных поверхностях сборку пальца с поршнем производят после нагрева поршня в чистом масле до температуры 80…100 ˚С.
Особенности сборки поршневых колец
Компрессионные кольца устанавливаются на поршень так, чтобы выточка на внутренней поверхности колец была обращена вверх (рис. 1). При этом стыки замков колец должны быть смещены друг относительно друга на 180˚ при двух и на 120˚ при трех компрессионных кольцах.
При установке составных маслосъемных колец замки их плоских дисков располагаются под углом 180˚ один к другому и под углом 90˚ к замкам компрессионных колец. При этом замки осевого 3 и радиального 4 расширителей должны быть расположены под углом 90˚ к ним.

При установке чугунного маслосъемного кольца замки всех поршневых колец располагают относительно друг друга под углом 90˚.
Особенности сборки шатунной группы
На боковой поверхности стержня шатунов наносят метки, номер шатуна и его массу.
При установке на двигатель с V-образным расположением цилиндров поршня в сборе с шатуном метка или номер на стрежне шатуна и стрелка на днище поршня для левого ряда цилиндров должны быть направлены в одну сторону, а для правого ряда – в разные стороны.
Кроме того, на крышках шатунов некоторых двигателей выбивается порядковый номер цилиндра. Сами крышки при сборке должны быть закреплены на шатуне в том же положении, что и до разборки, для чего на крышках наносят метки, которые обращены в ту же сторону, что и метка на стержне шатуна или его номер.
Особое внимание следует уделять монтажу крышек коренных подшипников в блок-картер двигателя. Каждая крышка должна быть установлена строго на свое место, поскольку при изготовлении блок-картера на заводе-изготовителе отверстия под коренные шейки коленчатого вала, образованные крышками и блоком, растачиваются после сборки этих деталей совместно, после чего их нельзя менять местами.
Обычно крышки коренных подшипников имеют цифровую нумерацию, указывающую их место в блок-картере, тем не менее, при демонтаже этих деталей их следует тщательно метить, чтобы при сборке случайно не поменять местами.
При сборке КШМ следует соблюдать требуемые величину моментов и порядок затяжки болтов или шпилек крепления подшипников коленчатого вала, а также головки блока цилиндров.
Болты и шпильки головки блока цилиндров затягиваются в строго определенной последовательности – от центра к краям, крест-накрест, чтобы избежать ее коробления при затяжке.
Обработка дерева и металла
Поршневая группа в двигателях внутреннего сгорания, паровых машинах, компрессорах, пневматических и гидравлических механизмах предназначена для передачи силы давления газов или пара, действующих на поршень, коленчатому валу. К основным деталям поршневой группы относятся поршни, поршневые кольца и поршневые пальцы.
Поршни изготовляют из чугуна, а также из алюминия или других легких сплавов. На боковой поверхности поршня имеются канавки для поршневых колец. Обычно канавок бывает от 3 до 7, а иногда и больше. Верхние канавки служат для уплотнительных колец, а нижние — для маслосборных.
Поршневые кольца изготовляют из плотного мелкозернистого серого или специального чугуна. Благодаря пружинящим свойствам поршневые кольца прилегают равномерно к стенкам цилиндра и поэтому, с одной стороны, препятствуют пропуску газов между поршнем и стенками цилиндра, а с другой — предохраняют камеру сгорания от попадания в нее масла из картера. Поршневые кольца делятся на уплотнительные и маслосборные. Разрез в кольцах (замок) делают ступенчатой формы или кольцо разрезают наискось.
Сборку сборочной единицы поршня начинают с подборки поршня по цилиндру и по массе. Затем устанавливают шатун в поршень до совмещения отверстия поршневого пальца с верхней головкой шатуна. После этого слегка смазанный маслом поршневой палец вставляют в отверстие поршня и легким нажимом вводят внутрь. Если требуется, чтобы поршневой палец имел натяг, то поверхность поршня нагревают в горячем масле 333 — 343 К (60 — 70 °С). Затем устанавливают распорные кольца, предохраняющие поршневой палец от осевых перемещений при работе двигателя.
При сборке также обеспечивают правильные зазоры между поршнем и цилиндром и между поршневыми кольцами и канавками в поршнях.
Установка колец на поршень является очень ответственной операцией. Большое значение имеет зазор в их стыке. Слишком большой зазор приводит к прорыву газов через замок, а слишком маленький — к тому, что концы колец при нагревании могут упереться друг в друга, в результате чего кольцо, потеряв свою упругость, может вызвать задир стенок, цилиндра. Величина зазора в стыках должна быть от 0,3 до 0,8 мм.
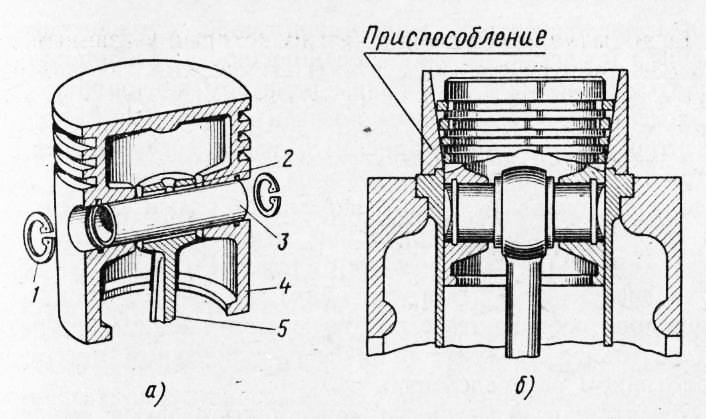
Когда поршневые кольца надеты на поршень и находятся в свободном состоянии, их наружный диаметр больше диаметра поршня. Чтобы опустить поршень в цилиндр, кольца необходимо сжать. Сжимают кольца с помощью приспособления в виде цилиндра с конусной внутренней поверхностью. Меньший диаметр конусной поверхности равен диаметру цилиндра. Такое приспособление устанавливают на торец цилиндра, и поршневые кольца при опускании поршня вниз сжимаются и легко входят в цилиндр.
Поршневая группа в двигателях внутреннего сгорания, паровых машинах, компрессорах, пневматических и гидравлических механизмах предназначена для передачи силы давления газов или пара, действующих на поршень, коленчатому валу.
Сборку поршня с шатуном выполняют следующим образом. Устанавливают шатун 1 (рис. 128, а) в поршень 2 до совмещения отверстия поршневого пальца 3 с верхней головкой шатуна 4. Затем слегка смазанный маслом поршневой палец вставляют в отверстие поршня и легким нажимом вводят внутрь. Если требуется, чтобы поршневой палец имел натяг, то поверхность поршня нагревают в горячем масле (60-70° С). Затем устанавливают распорные кольца 5, предохраняющие поршневой палец от осевых перемещений в процессе работы двигателя.
Когда поршневые кольца надеты на поршень и находятся в свободном состоянии, их наружный диаметр больше диаметра поршня. Чтобы опустить поршень в цилиндр, кольца необходимо сжать. Сжимают кольца при помощи приспособления в виде цилиндра с конусной внутренней поверхностью (рис. 128, б). Меньший диаметр конусной поверхности равен диаметру цилиндра.
Такое приспособление устанавливают на торец цилиндра, и поршневые кольца при опускании поршня вниз сжимаются и легко входят в цилиндр.
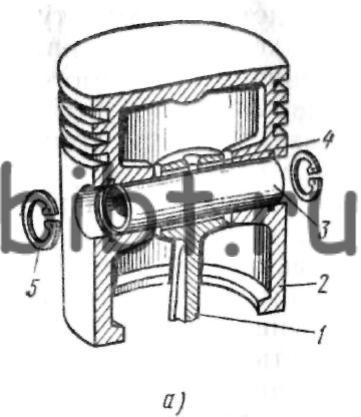
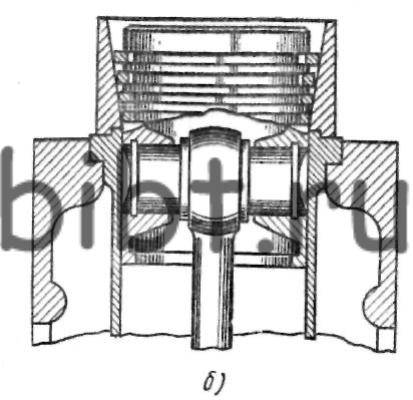
Рис. 128. Поршневая головка: а — сборка, б — приспособление для сборки поршня с цилиндром






